Сварка кузова автомобиля: чем и как лучше проводить сварочные работы
Сварочные работы над кузовом автомобиля могут потребоваться в двух случаях – сильный износ в результате коррозии и повреждения после дорожно-транспортных происшествий (ДТП).

Воздействие высоких температур уничтожает заводскую защиту, ухудшает свойства металлов и вызывает ускорение коррозии в зоне сварки. Но умелое пользование современными технологиями максимально снижает тяжесть последствий.
Особенности сварки кузова автомобиля
Главная специфика сварки кузовного железа заключается в его малой толщине. Кузов автомобиля разрабатывается и изготавливается из соображений минимальной массы, поэтому используется тонкий катаный лист, а прочность обеспечивается трёхмерностью конструкции и усилением в нужных местах.
Существуют и массивные детали, но их немного, да и проблем при сварке они не создают. Поэтому главное при такого рода ремонте – ориентировать оборудование, технологию и опыт исполнителя на работу с малой толщиной стального листа, меньше миллиметра.

В заводских условиях используется точечная сварка. Кузовные детали сжимаются тисками кондукторов, после чего сварочный робот своими клещами устанавливает точки, в которых два и более листа металла оказываются проплавлены и прочно скреплены.
Реализовать такой способ при ремонте затруднительно, да и необходимости в этом нет. Точечная сварка является типично конвейерной технологией.
Вторая особенность – отсутствие сплошных швов. При таком воздействии металл будет сильно поведён и изменит свои геометрические размеры.
Если по незнанию и из соображений повышенной прочности таким способом проварить одну из сторон кузова, то она может оказаться на несколько сантиметров короче противоположной, и кузов будет непоправимо испорчен. Поэтому варят, имитируя точечную сварку, короткими стежками, соблюдая симметрию прогрева металлических деталей.
Какой сваркой варить кузов
Выбор сварочного аппарата в конечном счёте определит качество и скорость выполнения работы. Опытный специалист справится с любой технологией, но необоснованно потеряет время, а скорее всего просто не станет заниматься устаревшими способами сварки.
Например, давно уже никто не использует кислородно-ацетиленовую горелку, хотя именно с её помощью ремонтировали кузова до появления современных полуавтоматов.

Полуавтомат
Основной вид сварочного аппарата в кузовном ремонте – это полуавтомат, работающий в среде инертного газа. Способ сварки настолько прост, что доступен любому начинающему ремонтнику.
До массового распространения данной технологии искусству сварки в применении к кузовному железу приходилось много учиться. Сейчас это доступно для самостоятельного исполнения автовладельцу, если у него возникнет желание лично отремонтировать кузов.

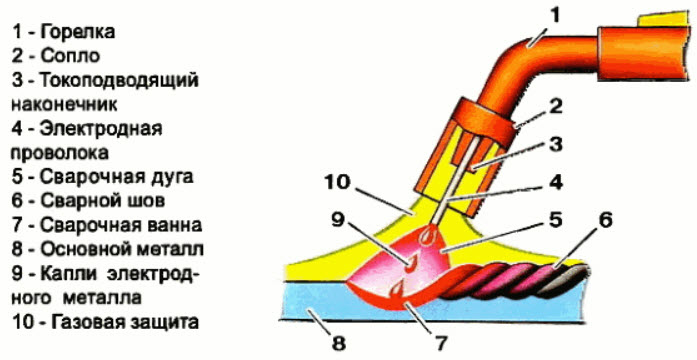
Суть такой сварки заключается в подаче тонкой стальной омеднённой проволоки в зону сварочного шва из катушки электромотором с редуктором. Один выход напряжения питания электрической дуги соединяется с направляющими роликами и соплом, через которое проходит проволока, второй – со свариваемыми деталями.
Через то же сопло в область дуги подаётся газ, обычно это углекислота из баллона с редуктором, которая не допускает кислород, мешающий чистому сплавлению деталей. Иногда к углекислому газу подмешивают немного аргона для получения более качественных швов.
При нажатии на кнопку, расположенную на горелке сварочного аппарата, одновременно подаётся напряжение к проволоке, включается подача и открывается клапан углекислоты.
Режим выбирается ручным или автоматическим регулированием основных параметров сварки:
- тока дуги, от него зависит надёжное проплавление шва, так называемый провар;
- скорости подачи проволоки, чем больше ток, тем значительней должна быть масса присадочного металла;
- потока поступающего газа, регулируется редуктором на баллоне.
Обычно ток устанавливается чуть больше требуемого, а время касания регулируется сварщиком длительностью нажатия кнопки. Образуется хорошо проваренный короткий стежок без прожигания тонкого металла.
Инвертор
Инвертором называется силовой электронный преобразователь высокого переменного напряжения сети в низкое постоянное, которое можно использовать для питания сварочной дуги.
Иногда ещё встречается заблуждение, что инвертор – это сварочный аппарат для работы с электродами, но компактней и легче устаревшего сварочного трансформатора. То есть полуавтомат по мнению авторов утверждения – это не инвертор.
На самом деле данный термин относиться лишь к способу преобразования, а в настоящее время уже вообще все сварочные аппараты, включая полуавтоматы и всё прочее, используют этот инверторный принцип.
Суть инвертора состоит в увеличенной частоте преобразования. Физика такова, что трансформатор, а он должен присутствовать обязательно хотя бы для гальванической развязки сети и электродов, тем меньше по массе и габаритам, чем выше частота, на которой он работает.
Сетевая частота составляет 50 Гц, такие трансформаторы для приемлемой мощности сварки весят около 20 кг. Инвертор же обычно работает на частоте 50-100 кГц, то есть в тысячу раз выше, соответственно его трансформатор практически незаметен среди прочей комплектующей электроники, а весь аппарат может весить 2-3 кг.
Ручная дуговая сварка
Если говорить об устаревших технологиях, но ещё до конца не изжитых, то это ручная сварка плавящимся электродом с обмазкой флюсом. Способ неплохо работает при сварке массивных деталей опытным специалистом, но совершенно непригоден для кузовных работ.

Конечно, существуют специалисты с огромным опытом, которые легко смогут заварить электродом консервную банку, но на практике все используют полуавтомат.
В крайнем случае без громоздкого баллона, применяя флюсованную проволоку. Но это имеет свои недостатки, расходники дорогие, а качество работы низкое.
Подготовительные работы
Перед сваркой детали должны быть полностью очищены от загрязнений и окислов. Это основа как качественного шва, так и дальнейшей сохранности кузова в этом месте.

Выбирается способ соединения деталей. Благодаря полуавтомату это не критично, можно легко сварить детали встык или с нахлёстом в любом пространственном положении. Подготавливается аппарат. Очищается или заменяется сопло, проверяются запасы проволоки и углекислого газа.
На пробных кусках похожего металла выставляются режимы, ток, подача и давление (расход) газа. Проверяется прочность тестового соединения.
Как варить кузов машины полуавтоматом
Сварка ведётся короткими стежками или точками (сварочными заклёпками). Во втором случае сверлится отверстие (обычно на месте заводской точки), после чего оно заваривается с проплавлением обеих деталей и заливанием просвета металлом.
Если металл очень тонкий, то сильно уменьшать сварочный ток смысла нет. Надо короткими касаниями, быстро нажимая на кнопку горелки, набросать металл проволоки на листы, не давая им прогореть. После чего уже более уверенно расплавить образующийся утолщенный шов, придав ему товарный вид и прочность.
Нельзя варить в очках, тем более вообще без защиты, закрывая глаза в момент нажатия кнопки. Надо использовать маску типа «хамелеон», автоматически затеняющуюся при зажигании дуги и возвращающую прозрачность сразу же после отпускания кнопки. Все процессы будут отлично просматриваться, качество гарантировано.
Сварка кузова электродом
Если возникнет острая потребность воспользоваться ручной сваркой, то следует взять тонкий электрод, инвертор с глубокой регулировкой тока и попытаться подобрать режим, используя тот же принцип, что был описан для сварки тонкого листа полуавтоматом. То есть быстрыми касаниями, не давая металлу прогореть.
Никакие швы в один проход не получатся. А электроды лучше использовать для переменного тока, они от инвертора лучше всего поджигают и удерживают дугу. Скорее будет проблема быстро её погасить.
Можно ли варить кузов автомобиля инвертором
Если использовать слово «инвертор» как обозначение ручного дугового аппарата, то с массой неудобств, но проварить можно. Примерный способ описан выше. Что же касается истинного смысла термина «инвертор», то других аппаратов сейчас просто уже давно не существует, они все инверторные, включая любой полуавтомат.
Чем обработать кузов после сварки
Металл должен быть чист до начала сварки. Но в её процессе он неминуемо будет окислен. Для защиты используется первичная грунтовка, её называют праймером.
Праймер может быть кислотным (фосфатным, реактивным, названий много, но суть одна, это протравливающий грунт) или эпоксидным.
Первый лучше работает по остаткам окислов, но хуже защищает в долговременном прогнозе. Эпоксидный хорош как защита, на него можно класть шпатлёвку и лучше держится второй слой грунта – филлера. На кислотный праймер шпатлёвка не кладётся.

Однозначного выбора не существует, определяться должен мастер, ему виднее условия. А вот дальше всё по технологии – швы защищаются кузовным герметиком и окрашиваются или покрываются защитными составами для днища.
Возможно использование составов для скрытых полостей. Основная задача – полностью перекрыть доступ влаги и кислорода к перегретому металлу сварочного шва, стойкость которого утеряна, даже если в нём и присутствовали легирующие добавки.
Какой сваркой лучше всего варить кузов автомобиля: критерии выбора
 Любая вещь со временем изнашивается. И чем сложнее условия работы, тем быстрее. Автомобиль не исключение.
Любая вещь со временем изнашивается. И чем сложнее условия работы, тем быстрее. Автомобиль не исключение.
В крупном городе с активным движением его можно ударить, поцарапать. Реагенты против наледи вызывают активную коррозию днища, порогов, крыльев. В глубинке к этому добавляются плохие дороги. Металл кузова испытывает резкие толчки, задевает о кочки, «устает», трескается и рвется.
И если изношенную деталь можно заменить новой, заменить кузов — фактически заменить машину.
На помощь придет сварочный аппарат. С его помощью можно устранить даже серьезное повреждение.
Сварка автомобиля что это такое, какой оснасткой выполняется, какие имеет особенности вы узнаете, потратив пять минут на чтение статьи.
Требования к технологии проведения
Существует три основных типа компоновки автомобилей, воспринимающей эксплуатационные и другие нагрузки:
- На основе силового каркаса, к которому крепятся механизмы и обшивка.
- Несущий кузов, который, формируя защищенный полезный объем, одновременно служит основой для крепления агрегатов машины. Вариант закрепился за подавляющим большинством индивидуальных (легковых) автомобилей.
- Совмещенный вариант, включающий оба элемента. Область применения — грузопассажирский транспорт, автобусы, спец техника.
Наиболее «привередлива» вторая категория. Даже опытный специалист автосервиса не всегда определит, насколько нагружен тот или иной элемент несущего кузова.
 Не зависимо от компоновки, к сварке автомобиля предъявляют следующие требования:
Не зависимо от компоновки, к сварке автомобиля предъявляют следующие требования:
- Надежность. Прочность отремонтированного элемента (в идеале) не должна уступать первоначальной. Если это сварка выхлопной системы — швы должны быть герметичными.
- Швы и стыки не должны нарушать эстетики. Особенно это актуально для ремонтов в районе крыла, дверей, капота.
- Ремонт не должен снижать эксплуатационные качества, мешать штатной работе механизмов.
Все эти задачи осложняются тем, что несущий набор кузова имеет сложную форму. Повреждения порой недоступны, либо плохо доступны для качественной сварки. Металл кузова автомобилей, тонкий, меньше миллиметра, сварка его требует определенных навыков, специального оборудования.
[stextbox Применяя электросварку даже при совсем мелких, простых ремонтах обязательно отключайте аккумулятор, а также электронные блоки автомобиля.[/stextbox]
Оборудование
При ремонтах легковых автомобилей возможно применение любого типа сварочной техники. Выбор зависит от ряда факторов:
- величина и характер повреждений, толщина металла детали;
- необходимое качество работы;
- насколько нагружен элемент, его важность для безопасной эксплуатации;
- сопутствующие факторы: условия производства работ, финансовые возможности хозяев и пр.
Рассмотрим варианты приспособлений для сварки, доступные рядовому автолюбителю.
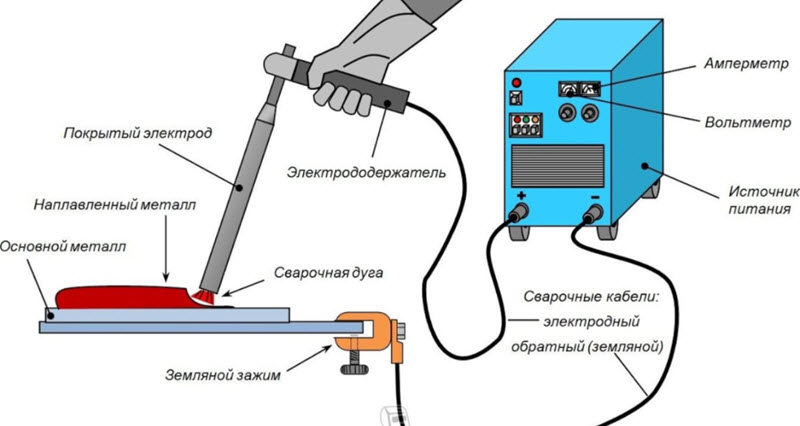
Сварочный аппарат для ручной дуговой сварки на переменном токе
Традиционные, известные любому мастеру устройства использующие плавкий электрод из тонкого стального стержня, покрытого специальной обмазкой.
Диаметр электрода должен соответствовать толщине металла. Как правило для того, чтобы заварить элементы кузова или каркаса автомобиля используются электроды 2-3 мм.
Таким аппаратом может производиться сварка глушителя, других деталей из относительно толстого металла.
[stextbox с опытом 22 года, Сергейчук А. И.: «Не делайте длинных сварочных «концов», они сильно сажают мощность сварочного трансформатора, да и неудобно с ними работать. Лучше аппарат подтащить ближе».[/stextbox]
Инверторный аппарат
 Инверторы появились достаточно давно, но популярность приобрели лишь к концу XX века, после того как цена их снизилась до доступного для рядовых мастеров уровня.
Инверторы появились достаточно давно, но популярность приобрели лишь к концу XX века, после того как цена их снизилась до доступного для рядовых мастеров уровня.
Отличие от обычного трансформатора — качество сварочной дуги. Она устойчивее, ниже разбрызгивание металла при работе. Само оборудование имеет меньшие габариты и вес.
Хотя редкая модель бытового инвертора «тянет» электроды более 3 мм, для работы с тонким металлом они подходят как нельзя лучше.
Сварочные генераторы
В отличие от трансформаторов и инверторов вырабатывают постоянный ток. Параметры дуги не уступают инвертору, при большей мощности.
Вращает генератор электрический или бензиновый двигатель. Есть модели на газе, дизельном топливе.
Преимущество, помимо качества дуги – мобильность агрегатов с дизелем или ДВС. Небольшие модели генераторов, в качестве «бортового» автомобильного сварочного аппарата порой берут в дорогу автотуристы по необжитым местам, профессионалы-дальнобойшики.
Углекислотный полуавтомат
 Перечисленное выше оборудование имеет ряд недостатков:
Перечисленное выше оборудование имеет ряд недостатков:
- металл самого кузова в зоне дуги перекаливается, теряя прочность;
- шов получается довольно грубым;
- для работы требуются хорошие навыки, при их недостатке качество шва получается низкое.
Этих ограничений во многом лишены углекислотные полуавтоматы — аппараты, которыми сварка авто ведется в среде углекислого газа.
В отличие от обычного сварочного трансформатора либо инвертора для сварки в качестве плавкого электрода здесь используется не пруток, а тонкая проволока.
Она подается в точку сварки непосредственно через рукоять горелки по мере расходования. Таким образом расстояние от сопла до шва остается все время постоянным.
Кроме того, зона наплавления металла шва обдувается углекислым газом. Углекислота предохраняет шов от окисления, охлаждает свариваемый металл, не давая ему перекаливаться.
Сварка этим устройством превосходит качеством и скоростью все ранее перечисленные агрегаты. Уступают углекислотные полуавтоматы только дорогой аргоновой сварке и для кузовных работ подходят наилучшим образом.
Минусов у агрегатов углекислотной сварки два:
- громоздкость;
- высокая стоимость оборудования.
Тем не менее на сегодня они встречаются даже в гаражах обычных автолюбителей, подрабатывающих на ремонтах и сварке авто близлежащих соседей.
Подготовка и настройка
 Перед тем как приступить к сварке, оборудование проверяют и настраивают. Эти работы опытным сварщиком выполняются автоматически, занимая считанные минуты.
Перед тем как приступить к сварке, оборудование проверяют и настраивают. Эти работы опытным сварщиком выполняются автоматически, занимая считанные минуты.
При работе инвертором предварительно настраивают полярность. Обычно тонкий металл варят на обратной полярности, при которой деталь греется меньше.
Затем подбирают электрод, подсоединяют кабели, подключают электропитание.
Прежде чем варить полуавтоматом проверяют давление на выходе редуктора баллона с углекислотой, при необходимости регулируют.
Не зависимо от устройства для сварки, рабочее место должно быть оборудовано вентиляцией. Позаботьтесь о достаточном освещении. Оно сделает работу удобной, повысит качество, снизит нагрузку на глаза.
Уделите внимание защите от возможных повреждений остальных элементов машины. Это касается шин, внутренней отделки салона, пластика, электропроводки и т.п.
Места сварки необходимо зачистить от краски и ржавчины. При необходимости сильно разрушенные части удалить.
Для сварки глушителя ремонта других съемных частей их лучше демонтировать.
Охрана труда и техника безопасности при сварке
 Основные травмирующие факторы сварки:
Основные травмирующие факторы сварки:
- Высокая температура. Ожог может причинить сама дуга, раскаленный металл свариваемых деталей, держатель электрода или горелка.
- Световое излучение, поражающее сетчатку и роговицу глаз.
[stextbox смотрите на дугу находясь вблизи от места сварки, даже мельком. При самостоятельной работе использование маски — обязательное условие.
Ожог вызывает резь, ощущение «песка» под веками. Помогут глазные капли, из народных средств — прикладывание к глазам ломтиков сырого картофеля. Обязательно обратитесь к врачу-окулисту.[/stextbox]
- Электрический ток.
Перед тем как впервые приступить к сварке, внимательно изучите правила безопасной эксплуатации оборудования.
Используйте плотную одежду с длинными рукавами, защищающую от брызг металла, перчатки из спилки или плотной ткани. На голову оденьте шапочку или подшлемник.
Полуавтоматом
Углекислотный полуавтомат сложное устройство. Тем не менее освоить его, научится варить несложные швы возможно за неделю.
Все что нужно для сварки автомобиля:
- защитные приспособления (спец. одежда, маска);
- сварочный полуавтомат;
- кабели в гибкой изоляции из резины;
- сварочная проволока;
- баллон с углекислым газом;
- редуктор для понижения давления, шланг подачи газа;
- вспомогательные приспособления: струбцины для фиксации свариваемых деталей, молоток, большие пассатижи;
- оснастка для замеров и разметки: угольник слесарный, складной метр, рулетка, мелок.
Перед тем как начать работы нужно обустроить рабочее место, как было описано выше. Одеваем рабочую одежду, обувь, рабочие перчатки и далее двигаемся по порядку:
- Готовим материал, вспомогательные инструменты.
- Подбираем марку и диаметр сварочной проволоки, определяем — какую силу тока установить.
Для подбора используют специальные справочные таблицы, где учитывается зависимость толщины свариваемого металла, скорость подачи проволоки, диаметр и пр. (см. таблица 1)

- Устанавливаем бобину с проволокой, при необходимости заменяя установленную, если она не подходит по параметрам. Настраиваем скорость подачи электрода, длину выступающей части.
- Подсоединяем нулевой кабель к свариваемой детали.
- Подсоединяют шланг подачи углекислоты, выполняем настройку редуктора, опробуем подачу газа.
- Включаем ток, подносим горелку к месту сварки. Касанием электрода зажигаем дугу, нажатием кнопки включаем подачу проволоки.
- Опробуем работу агрегата на бросовом обрезке стали. По ее результатам при необходимости, выполняем дополнительную регулировку.
Нужно помнить, сварка бампера, изготовленного из нержавеющей стали или алюминиевых сплавов, должна вестись аргоновым аппаратом.
Виды соединений
Соединение называют в зависимости от расположения деталей друг относительно друга.
- Внахлест. Детали накладываются друг на друга, либо соединяются еще одной, накладной. Сварка при этом как правило ведется с двух сторон, для надежности соединения. Такой шов применяют там, где нужна повышенная прочность.
- Соединение встык требует точности. Применяют его там, где важна не столько прочность, сколько внешний вид.
- Угловым и тавровым швом можно сварить детали, соединение которых происходит под углом.
 По положению в пространстве швы разделяют на три типа, любой из которых может встретится при сварочных работах вашего авто:
По положению в пространстве швы разделяют на три типа, любой из которых может встретится при сварочных работах вашего авто:
- Нижний — когда свариваются лежащие детали на земле, столе или других конструкциях. Электрод при этом направлен вертикально или отклоняется на угол до 15 градусов.
- Вертикальный или горизонтальный (стеновой). Электрод расположен горизонтально, или под небольшим углом, ведется по горизонту, либо вертикально.
- Потолочный, противоположный нижнему.
Последний сложен для исполнения даже для квалифицированного сварщика: работать приходится над головой, наплавляемый металл норовит вылиться из шва. С этим приходится сталкиваться при сварке днища автомобиля своими руками.
Защита
Соединение сваркой по большей части быстро «прихватывается» ржавчиной. Чтобы этого не происходило, швы покрывают защитными грунтами, смазками. При последующих работах по окраске их при необходимости удаляют.
Нагревающиеся детали, к примеру сварку гофры глушителя, выхлопной трубы или коллектора окрашивают термостойкой краской.
Швы на днище автомобиля покрывают защитной холодной грунтовкой на основе битума, синтетических смол или пластика, полости заполняются специальными герметиками.
Там, где повреждения изначально были вызваны коррозией кузова, к защите предъявляют повышенные требования. Наиболее уязвимыми в этом отношении являются пороги их надо обработать не только снаружи, но и изнутри, закачав специальный состав.
Источник https://autovogdenie.ru/kakoj-svarkoj-varit-kuzov-avtomobilya.html
Источник https://svarka.guru/tehnika/detaley/kuzov-avtomobilya.html
Источник
Источник

